在包装检测领域,密封性测试是保障产品质量的关键环节。无论是食品、药品、医疗器械还是电子元件,其包装的密封性能直接关系到产品的安全性、保质期及市场口碑。而正压法与负压法作为两种主流的密封性测试技术,各有其独特的原理和适用场景。本文将从技术原理、应用场景及仪器选择出发,结合山东泉科瑞达仪器设备有限公司的代表性产品,为企业提供科学的选型建议。
一、正压法:模拟内部压力,检测“向外泄漏”
原理:
正压法通过向包装内部充入高于大气压的气体(如空气或惰性气体),监测压力变化或观察气泡(浸水法)来判断是否存在泄漏。其核心逻辑是检测气体是否从包装内部向外逸出。
适用场景:
硬质包装检测:如玻璃瓶、金属罐、塑料瓶等,需承受内部压力的容器(如碳酸饮料瓶、气雾剂罐)。
高密封性要求的产品:如药品泡罩包装、医疗器械无菌包装,需检测微小泄漏以确保无菌屏障。
生产线批量检测:正压法自动化程度高,适合快速判断包装是否符合密封标准。
泉科瑞达仪器推荐:
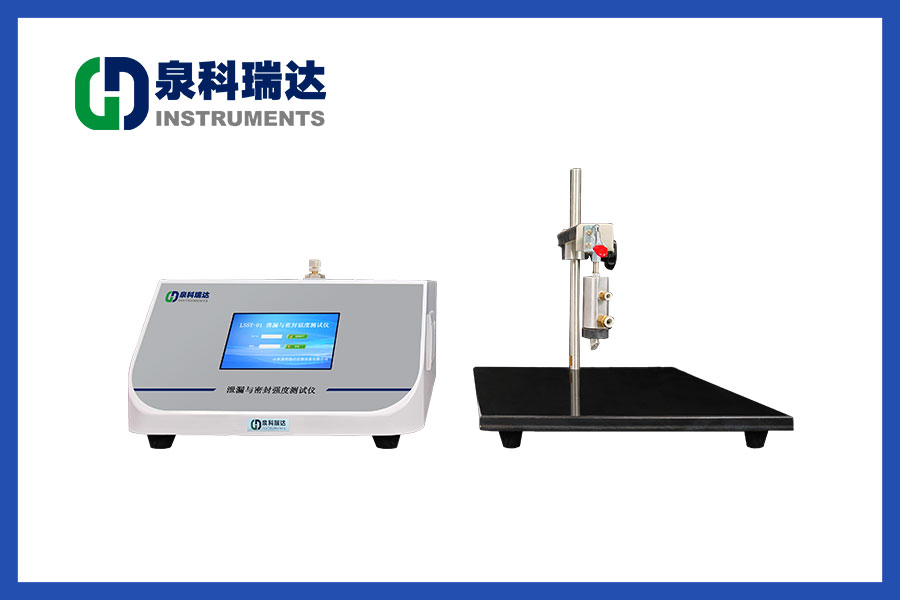
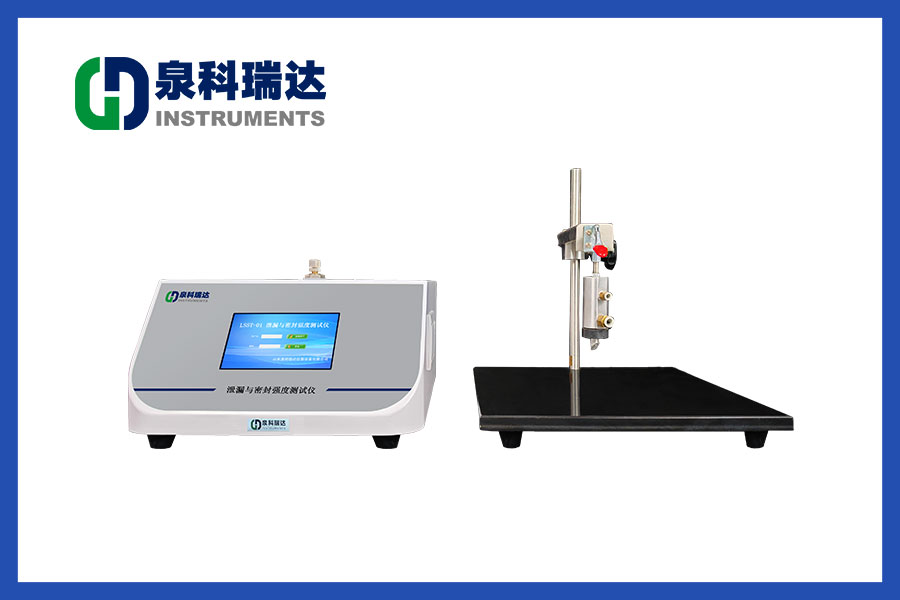
LSST-01泄漏与密封强度测试仪
技术特点:
支持0~600 kPa宽量程压力测试,精度达0.5级,满足食品、药品、化工等行业需求。
提供破裂测试、蠕变测试、蠕变到破裂测试等多种模式,适应不同包装材料的强度评估。
配备高清触摸屏及GMP合规软件,支持数据导出与电子签名,符合药企审计要求。
应用案例:
食品行业:检测瓶装饮料瓶盖密封性,模拟运输中颠簸导致的内部压力变化。
医疗器械:验证无菌包装的耐压性能,确保灭菌后长期密封。
二、负压法:模拟外部压力,检测“向内渗透”
原理:
负压法通过抽真空形成包装外部负压环境,观察包装内部是否吸入空气或液体(浸水法),从而判断密封性能。其核心逻辑是检测外界气体或液体是否渗入包装内部。
适用场景:
软包装检测:如塑料袋、铝箔袋、真空袋等易变形材料的密封性测试。
微小泄漏检测:负压环境下,微小孔隙会因压差产生明显气泡,适合高灵敏度检测。
特殊环境模拟:如高海拔运输(低气压环境)、真空包装(如食品真空保鲜)。
泉科瑞达仪器推荐:
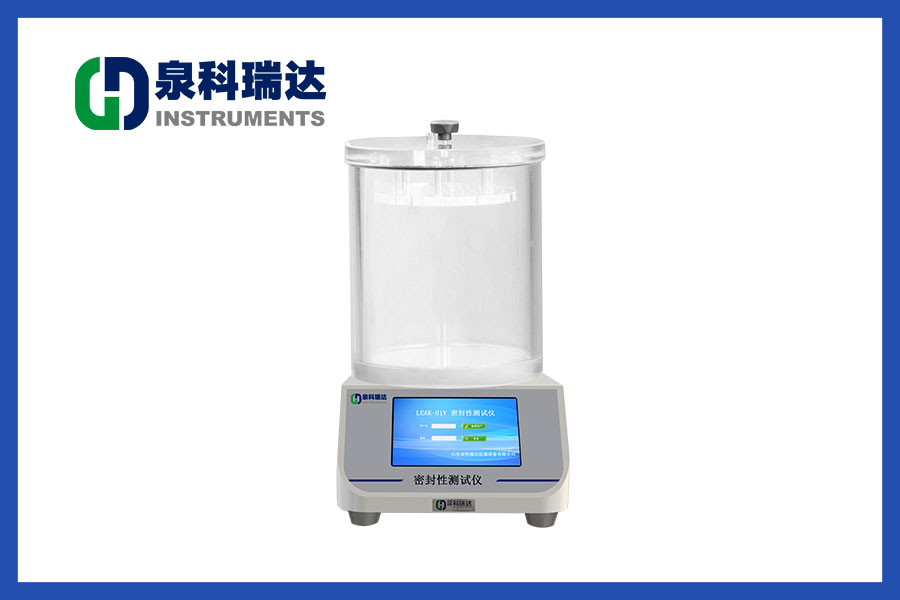
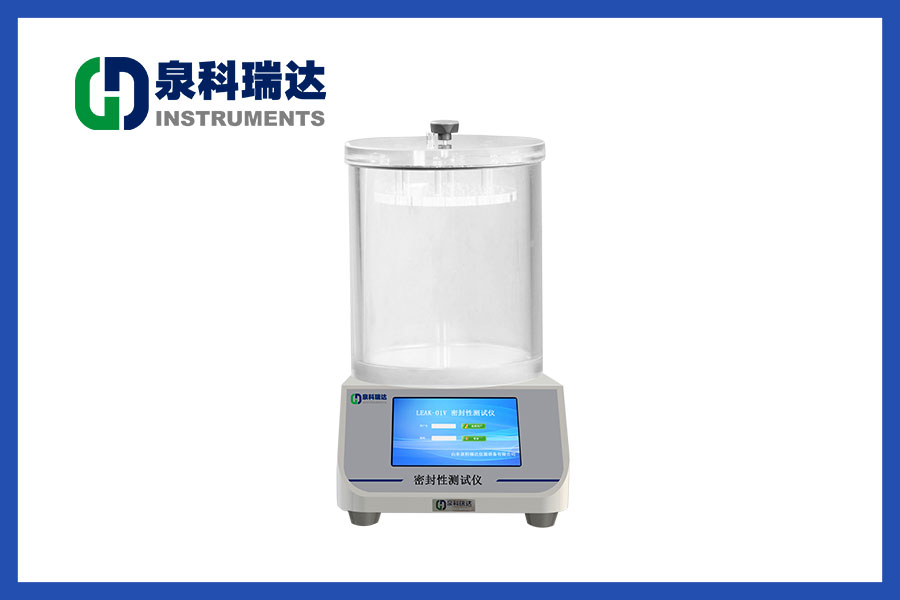
LEAK-01密封试验仪
技术特点:
真空度范围0~-92 kPa,分辨率0.01 kPa,满足GB/T 15171、ASTM D3078等国际标准。
支持梯度测试模式,可快速找出泄漏临界值,适用于研发及质量控制。
自动恒压补气与反吹卸载功能,确保测试稳定性与操作便捷性。
应用案例:
药品铝箔袋:检测封口完整性,防止药品受潮或氧化。
电子元器件:验证防潮包装在负压环境下的密封性能。
三、正压法与负压法的综合对比
|
对比维度 |
正压法 |
负压法 |
|---|---|---|
|
检测方向 |
检测内部气体/液体外泄 |
检测外部气体/液体渗入 |
|
灵敏度 |
对较大泄漏点更敏感 |
对微小泄漏更敏感 |
|
适用材料 |
硬质包装(瓶、罐、盒) |
软包装(袋、膜、箔) |
|
成本效益 |
设备成本较高,但适合自动化批量检测 |
设备简单,运行成本低 |
|
行业偏好 |
食品饮料、医疗器械 |
医药、电子、真空包装 |
四、如何选择适合的测试方法?
基于产品使用场景:
若产品需承受内部压力(如饮料瓶),选择正压法;
若产品需隔绝外部环境(如真空包装食品、药品),选择负压法。
结合包装材料特性:
硬质包装优先正压法,软包装优先负压法。
兼顾检测效率与精度:
泉科瑞达的LSST-01(正压)与LEAK-01(负压)均支持自动化测试,但需根据泄漏方向和灵敏度需求选型。
遵循行业标准:
如药品行业需符合《YBB00162002》无菌包装标准,建议采用正压法;食品真空包装可参考GB/T 15171使用负压法。
五、结语
正压法与负压法并非对立,而是互补的检测工具。企业应根据产品类型、检测目标及行业规范灵活选择。山东泉科瑞达仪器设备有限公司凭借LEAK-01(负压)与LSST-01(正压)等高精度设备,为食品、药品、电子等行业提供全场景解决方案,助力企业实现包装密封性检测的精准化与智能化。
全国服务热线
0531-88905886
手 机:0531-88905886
地 址:山东省济南市高新区创智谷2号楼14层

0531-88905886