在碳酸饮料、气泡水、含气功能饮品等品类日益火爆的今天,“一口爆气”不仅是消费者的味觉期待,更是产品核心价值的体现。然而,一旦瓶盖密封不良,导致二氧化碳缓慢泄漏,饮品便会迅速“失压”,口感变“平”,甚至丧失市场竞争力。如何在生产源头精准识别并拦截气密性缺陷瓶盖,成为保障含气饮品品质的关键防线。
作为包装密封性能检测领域的专业厂商,山东泉科瑞达仪器设备有限公司深耕正压法密封性测试技术,其自主研发的正压法密封性测试仪,正以高精度、高效率、高可靠性的检测能力,为含气饮品企业提供从研发到量产的全流程气密性质量保障,有效防止“失压导致口感失效”的质量风险。
含气饮品依靠瓶内维持一定正压(通常0.3–0.6 MPa)来锁住二氧化碳。一旦瓶盖与瓶口配合不良、密封圈老化、旋盖扭矩不足或材料微孔缺陷,气体便会通过微小通道缓慢逸出。这种非显性泄漏往往难以肉眼察觉,却会在数天至数周内导致:
因此,仅靠人工抽检或终端投诉反馈已远远滞后。在出厂前对瓶盖密封性进行科学、量化、可追溯的检测,是守住产品“气压灵魂”的唯一可靠路径。
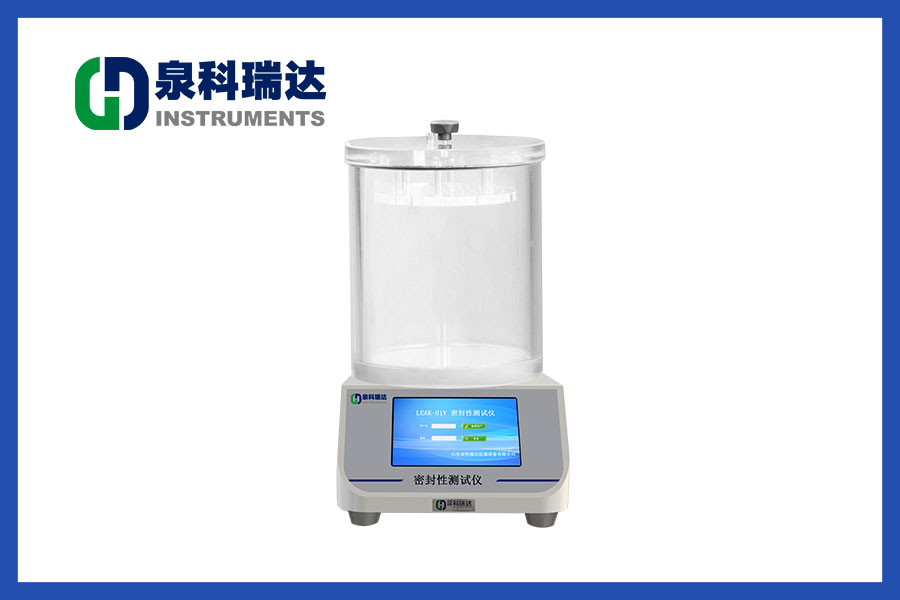
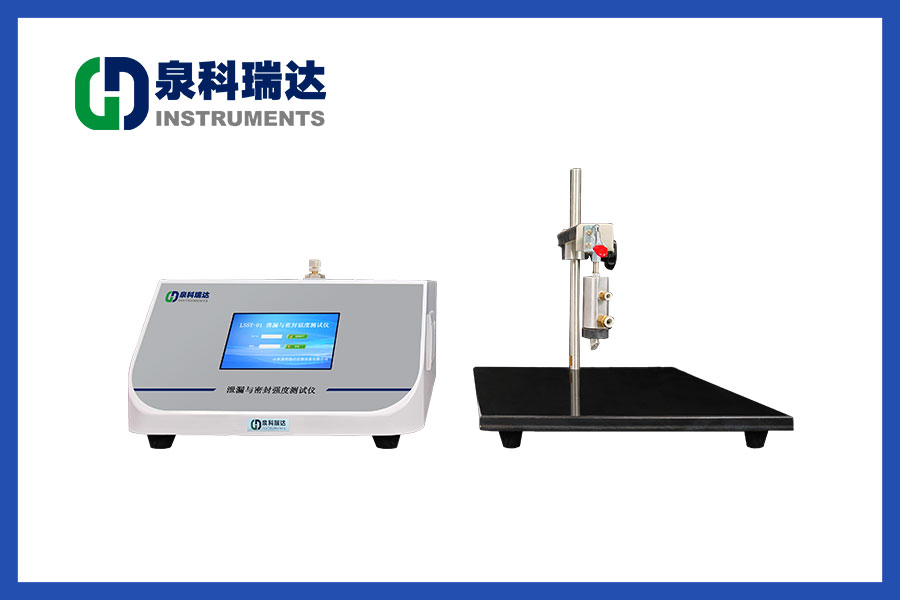
基于对含气饮品包装特性的深入理解,泉科瑞达正压法密封性测试仪采用主动加压+压力衰减监测原理,严格遵循行业检测逻辑,具备以下核心优势:
仪器通过高精度压力传感器(分辨率可达0.1 kPa),在设定测试压力(如0.4 MPa)和保压时间(如30–120秒)下,实时记录压力衰减曲线。即使微小的泄漏(如0.01 mL/min量级),也能被准确捕捉并判定为不合格。
支持对带液或空瓶+瓶盖组合体进行测试,可设定不同温度、压力组合,真实还原运输、仓储及货架期的应力条件,提前暴露潜在密封失效风险。
一键启动后,设备自动完成充气、保压、数据采集与结果判定,单次测试仅需1–2分钟,大幅提升检测通量,适用于生产线抽检或实验室型式试验。
每次测试自动记录时间、压力设定值、实测衰减量、判定结果等关键参数,支持USB导出或对接MES系统,为工艺优化、供应商评估及质量审计提供完整数据链。
全国服务热线
0531-88905886
手 机:0531-88905886
地 址:山东省济南市高新区创智谷2号楼14层

0531-88905886